PLC Control Cnc 3D Beams Drilling Marking Cutting Machine Line BT40 Główny wrot
Wprowadzenie produktu:
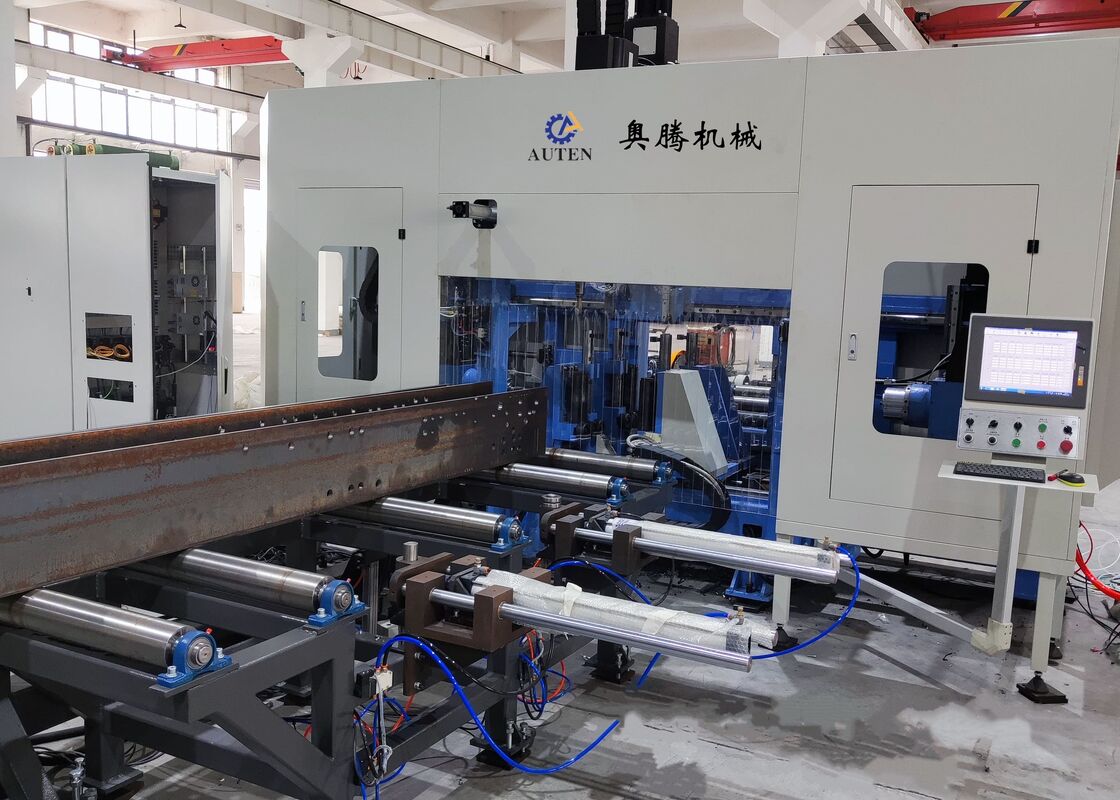
To centrum obróbcze jest starannie zaprojektowane do wiercenia na wiązki H. Wyposażone w trzy szybkie, precyzyjne wrotki,zapewnia wyjątkową wydajność w procesach wiertniczych na obrabiarkachDzięki wyższej dokładności obróbki i przyjaznym dla użytkownika funkcjonowaniu urządzenia te stanowią niezbędne rozwiązanie o wysokiej wydajności w sektorze konstrukcji stalowych.Jest szeroko stosowany w kluczowych gałęziach przemysłu, takich jak inżynieria budowlana, infrastruktury mostów, produkcji masztów wież i projektów struktury sieci.
Informacje dotyczące konfiguracji produktu:
| Parametry wiązki H |
Maksymalny rozmiar Szerokość x Wysokość |
1250 x 600 mm |
| Min. Rozmiar Szerokość x Wysokość |
200×75 mm |
| Maks. Długość wiązki |
12000 mm |
| Główny wrot |
Co to jest? |
3 |
| Model |
BT1pozycja |
| Moc silnika |
3x11 kW |
| Prędkość spindala |
200 ‰ 3000 obrotów/min |
| Maksymalna średnica otworu |
φ40 mm |
| Moc silnika |
Moc serwomotora zasilającego |
2x3 kW |
| Siła serwomotora pozycjonowania |
2x3 kW |
| Dokładność przetwarzania |
Odchylenie odległości do otworu |
Dwie dziury w promieniu 1 metra. |
± 0.5 |
| Dopuszczalna wartość odchylenia zwiększa się o ±0,2 mm na każdy dodatkowy metr odległości otworu, a maksymalna nie przekracza ±2 mm. |
| Odchylenia końcowe |
±1,0 mm |
| System hydrauliczny |
Ciśnienie pompy hydraulicznej |
7 MPa |
| Moc silnika pompy olejowej |
7 kW |
| System elektryczny |
Metoda kontroli |
PLC |
| Liczba osi CNC |
7 |
| Całkowita wielkość (L x W x H) |
32000x6200x4000 |

Cechy produktu
1Ta maszyna do wiercenia i cięcia wiązki H 3D składa się głównie z głównej struktury maszyny, systemu podawania CNC, przenośnika materiału, systemu elektrycznego, systemu hydraulicznego, systemu chłodzenia,system smarowaniaDzięki stałej strukturze łóżka i ruchomemu układowi obrabiarków maszyna jest optymalnie zaprojektowana do obróbki wielkoskalowych wiązek H.Wspiera ciągłe operacje produkcyjne i jest uznany za zaawansowany poziom automatyzacji.
2Struktura maszyny wiertniczej składa się z łóżka, zespołów tabeli przesuwanej CNC, urządzeń podtrzymujących, górnych jednostek prasowania, bocznych jednostek prasowania i systemów wykrywania.Części stołu przesuwnego CNC obejmują stałą stronęSpecjalnie zaprojektowane do wiercenia wiązki H, zespoły stołu przesuwnego składają się z płyty przesuwnej, podstawy stołu przesuwnego,głowica wrzutowa, szybkie wrotki mechaniczne, cylindry narzędziowe, silnik o zmiennej częstotliwości, silnik serwo, przewodniki liniowe i śruby ołowiowe.
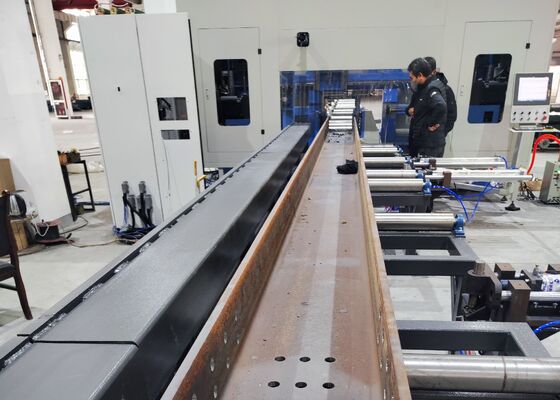
3System podawania CNC składa się z uchwytów, biegów, stojaków, serwomotorów, reduktorów i manipulatorów.Serwo silnik napędza manipulator ułatwić ruch wiązki H wzdłuż osi X, zapewniając dokładne podawanie i precyzyjne ustawienie obrabiarków.
4Transportnik materiałowy obejmuje zarówno transportnik wprowadzający, jak i transportnik wyprowadzający. Transportnik wprowadzający jest wyposażony w uchwyty przenośnikowe, rolki wspierające i urządzenia popychające z boku,wszystkie specjalnie zaprojektowane do przewozu sztucznych kawałków stalowych o profilu, osiągnąć pozycjonowanie w osi Y szczątków i działać w połączeniu z systemem podawania CNC w celu zakończenia procesu podawania materiału.o pojemności nieprzekraczającej 50 W, zajmuje się transportem gotowych części.
5System chłodzenia zawiera zarówno metody chłodzenia wewnętrznego, jak i zewnętrznego, wykorzystując mgłę naftową do chłodzenia otworu.zwiększenie efektywności kosztowej, promując zrównoważony rozwój środowiska i minimalizując zużycie wiertarki.
6System hydrauliczny dostarcza energii do górnej jednostki tłoczenia, bocznej jednostki tłoczenia, cylindru narzędzia i innych powiązanych komponentów.
7System pneumatyczny jest zaprojektowany do zasilania manipulatorem, cylindrem badawczym i innym podobnym sprzętem.
8System smarowania wykorzystuje połączenie technik centralnego i ręcznego smarowania.Centralne smarowanie jest wykorzystywane głównie do zaplanowanego i precyzyjnego smarowania głównych przewodów liniowych i śrub ołowianych.
9System sterowania narzędziem maszynowym składa się z komputera hosta, PLC i innych powiązanych komponentów.Programy przetwarzania są generowane poprzez wprowadzanie rysunków CAD lub parametrów przetwarzania za pośrednictwem interfejsu USB lub klawiatury. Programy te mogą być przechowywane, odzyskiwane, wyświetlane i przesyłane w dowolnym momencie na podstawie numerów części.jednocześnie wspierając w pełni zautomatyzowaną kontrolę całego cyklu przetwarzania.
W trakcie sesji demonstracji prób, wiązka CNC i wiercenie arkusza, oznakowanie, and shearing machine effectively demonstrates its processing capabilities when working with standard H-beam samples—featuring varying flange widths and web thicknesses—as well as channel steel samples of different dimensionsPróbki pokazane w tych demonstracjach wyraźnie podkreślają zdolność urządzenia do osiągnięcia precyzyjnego umieszczenia otworów, gładkich nitek i jasno określonych wzorów oznakowania,w ten sposób dokładnie wykazuje swoją wysoką dokładność i niezawodność w praktycznych scenariuszach zastosowań.
Szybkie maszyny do wiercenia, znakowania i strzyżenia wiązki H CNC są wykorzystywane głównie w zakładach produkcyjnych konstrukcji stalowych i projektach budowy mostów.zapewnia precyzyjne obróbki drogowe wiązek H stosowanych w ramkach i konstrukcjach nośnychW budowie mostów maszyna wykonuje wysoko precyzyjne wiercenie na wiązki H,wzmocnienie integralności konstrukcyjnej mostów i umożliwienie im skutecznego wytrzymania długotrwałych obciążeńDzięki wyjątkowej wydajności operacyjnej maszyna ta zapewnia niezawodne wsparcie dla tych istotnych sektorów infrastruktury, zapewniając płynne i terminowe przebieg związanych z nimi projektów.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!